

价格:
行业分类:机械及行业设备/焊接材料与附件/焊条
产品类别:
品 牌:佳泰
规格型号:MD601
库 存:6300
生 产 商:清河力泰焊接材料有限公司(佳泰)
产 地:中国河北省邢台市
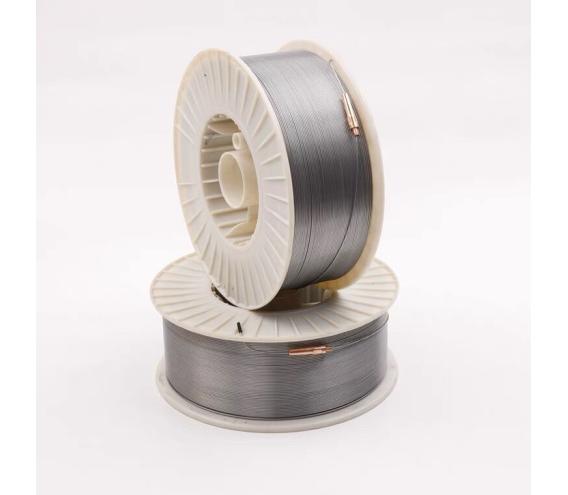
MD601耐磨药芯焊丝、MD611耐磨药芯焊丝 MD621耐磨药芯焊丝
耐磨焊条Ф3.2 主要用于现场小面积补焊。MD60AMD62A
适用于剧烈磨粒磨损和轻冲击工矿条件下部件的预保护堆焊制造和磨损后的堆焊修复,主要用于立磨磨辊、磨盘以及其他耐磨板表面的耐磨堆焊。MD601与MD611、MD621配套,用作磨辊堆焊过渡层材料。
为多元合金强化的高碳高铬铸铁型堆焊材料。堆焊层金属具有大量的合金碳化物(M3C2 、M7C3),保证了堆焊金属具有优异的抗磨粒磨损性能和一定的抗冲击性能及抗剥落性能。堆焊层具有细密的网状裂纹,是释放焊接应力所必须的“应力释放裂纹(reliefcrack)”,有利于防止堆焊层的大面积掉块和剥落。
CO2气保护药芯焊丝Φ1.6 主要用于现场维护及大面积补焊。
埋弧焊用药芯焊丝Φ3.2、Φ4.0D127耐磨焊条
说明: D127为低氢型药皮的普通锰型堆焊焊条。采用直流反接。
用途: 用于堆焊受磨损的低碳钢、中碳钢及低合金钢的表面,如车轴、齿轮、行走主动轮、搅拌机叶片等。
熔敷金属化学成分(%)
化学成分CMn
保证值≤0.20≤4.20
堆焊层硬度: HRC≥28
参考电流(DC+)
焊条直径(mm) φ3.2φ4.0φ5.0
焊接电流(A) 90~120140~180180~220
注意事项:
1.焊前焊条须经300-350℃左右烘焙1h。
2.在大型工件堆焊前应适当预热至300℃左右,并将堆焊部分表面的铁锈和油污清除干净。
D132耐磨焊条符合GB EDPCrMo-A2-03
说明: D132是钛钙型药皮的CrMo型堆焊焊条。可交直流两用,堆焊时电弧稳定,脱渣容易。
用途: 用于受磨损的低碳钢、中碳钢及低合金钢机件表面,特别适合用于矿山机械与农业机械磨损件的堆焊与修补。
熔敷金属化学成分(%)
化学成分CMoCr
保证值≤0.50≤1.50≤3.00
堆焊层硬度: HRC≥30
参考电流(AC、DC)
焊条直径(mm) φ3.2φ4.0φ5.0φ5.8
焊接电流(A) 80~130110~180150~240240~280
注意事项:
1.焊前焊条须经150℃左右烘焙1h。
2.在堆焊大型工件前应适当预热至300℃左右,并将堆焊部分表面的铁锈和油污清除干净。
规格参数
行业分类:
机械及行业设备/焊接材料与附件/焊条
产品类别:
品 牌:
佳泰
规格型号:
MD601
库 存:
6300
生 产 商:
清河力泰焊接材料有限公司(佳泰)
产 地:
中国河北省邢台市

快速创建集企业介绍、产品服务、直播等一体的个性旺铺

升级成企业号帮助企业搭建社交移动互联网智能营销平台

自助开通商城,将智能营销平台、直播系统流量转化成交
