



价格:
行业分类:电工电气/焊接材料与附件/其他焊接材料与附件
产品类别:
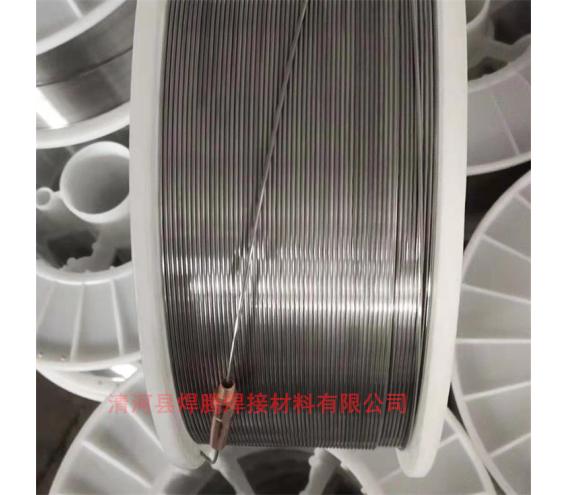
品 牌:品腾
规格型号:1.2 1.6mm
库 存:
生 产 商:品腾
产 地:中国河北省邢台市
1. 焊丝特性
材料匹配:适用于焊接1Cr13马氏体不锈钢(对应国际标准AISI 410),也可用于类似成分的母材。
耐腐蚀性:焊缝具有与母材相近的耐蚀性锈迹,避免气孔。
5. 常见牌号对照
国标:E410T(药芯焊丝,对应1Cr13)。
美标:AWS A5.22 E410T X(X表示具体型号,如E410T1 1)。
6. 替代选择
若需更高韧性或耐蚀性,可考虑:
309L药芯焊丝:用于异种钢焊接(如1Cr13与碳钢)。
镍基焊丝:如ERNiCr 3,提升抗裂性。
如需具体产品推荐或工艺参数,建议提供详细工况(如板厚、接头形式),以便进一步优化方案。,适合弱腐蚀环境(如大气、水蒸气)。
机械性能:焊缝强度高,但需注意焊后热处理以避免脆性。
工艺性能:药芯焊丝电弧稳定、飞溅少,适合全位置焊接(平、横、立、仰)。
2. 典型应用
行业:石油化工、电力(汽轮机叶片)、食品机械、刀具制造等。
场景:修复或焊接1Cr13不锈钢部件,如泵轴、阀门、切割工具等。
3. 焊接工艺要点
保护气体:通常采用CO₂或Ar+CO₂混合气体(如80%Ar+20%CO₂)。
电流类型:直流反接(DCEP)。
预热及后热:
预热:母材碳含量较高或厚度大时,建议150~250℃预热。
焊后热处理:700~750℃回火,以降低焊缝硬度和残余应力。
层间温度:控制在200℃以下,避免过热。
4. 注意事项
裂纹敏感性:马氏体不锈钢易产生冷裂纹,需严格控制预热和焊后热处理。
焊丝存储:防潮保存,使用前需烘干(通常120~150℃烘干1小时)。
母材清理:焊接前彻底清除油污、
规格参数
行业分类:
电工电气/焊接材料与附件/其他焊接材料与附件
产品类别:
品 牌:
品腾
规格型号:
1.2 1.6mm
库 存:
生 产 商:
品腾
产 地:
中国河北省邢台市

快速创建集企业介绍、产品服务、直播等一体的个性旺铺

升级成企业号帮助企业搭建社交移动互联网智能营销平台

自助开通商城,将智能营销平台、直播系统流量转化成交
