


价格:
行业分类:冶金矿产/有色金属合金/镍合金
产品类别:纯镍合金
品 牌:上海凯珉
规格型号:齐全
库 存:
生 产 商:上海凯珉
产 地:中国上海市松江区
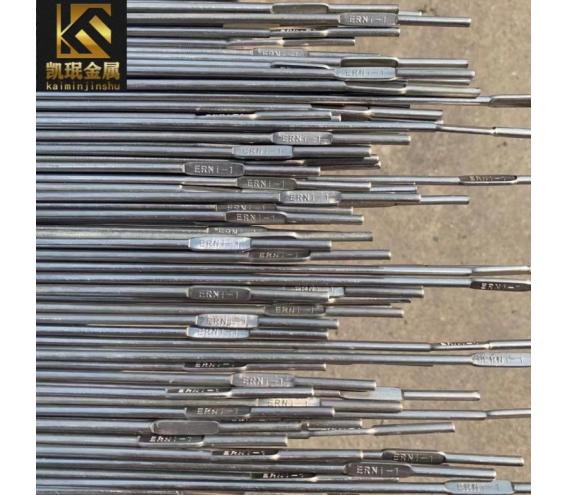
ERNi-1是镍及镍合金焊接材料中的一种 纯镍焊丝/焊条,广泛用于焊接工业纯镍(如 Nickel 200/201)或异种金属连接。以下是关于该焊材的详细介绍:
AWS A5.11/A5.11M: 标准代号 ERNi-1(焊丝)或 ENi-1(焊条)。
ISO 18274: 对应代号 Ni 2061(焊丝)。
UNS编号: N02061(焊丝)。
| 元素 | 含量(wt%) |
|---|---|
| 镍(Ni) | ≥ 92.0 |
| 铜(Cu) | ≤ 0.25 |
| 铁(Fe) | ≤ 0.40 |
| 锰(Mn) | ≤ 0.50 |
| 碳(C) | ≤ 0.10 |
| 硅(Si) | ≤ 0.50 |
| 硫(S) | ≤ 0.015 |
| 钛(Ti) | ≤ 1.0 |
特点:
高纯度镍基,含少量钛(脱氧剂),确保焊接时抗气孔和裂纹。
耐腐蚀性:与镍200/201匹配,耐碱、盐、有机酸及还原性介质。
热稳定性:适用温度范围 -196°C至+315°C(低温性能优异)。
工艺性:
电弧稳定,熔池流动性好,适合全位置焊接(焊条需直流反接)。
低热裂纹敏感性,焊后无需热处理。
异种焊接:可连接镍与钢、铜等(需注意稀释率)。
化工设备:反应釜、管道、碱液储罐(如NaOH、KOH)。
食品工业:耐腐蚀容器及输送系统。
电子/能源:电池组件、真空设备。
修复焊接:镍铸件或镀镍层修补。
保护气体(焊丝):
TIG/MIG时用 100% Ar(推荐)或 Ar+He(增加熔深)。
预热与层温:
通常无需预热,但厚板或复杂结构可预热 50-150°C。
层间温度控制在 150°C以下避免晶粒粗化。
焊后处理:
清理焊渣(焊条)用不锈钢刷,避免污染。
| 参数 | 典型值 |
|---|---|
| 抗拉强度 | ≥345 MPa |
| 屈服强度 | ≥125 MPa |
| 延伸率 | ≥30% |
| 硬度 | ~80 HRB |
| 焊材类型 | ERNi-1(纯镍) | ERNiCrMo-3(哈氏C276) | ERNiCu-7(蒙乃尔400) |
|---|---|---|---|
| 适用基材 | Nickel 200/201 | 哈氏合金(C276/C22) | Monel 400/K500 |
| 耐蚀性 | 还原性介质 | 氧化+还原介质 | 海水、氢氟酸 |
| 强度 | 中等 | 高 | 中等 |
表面清洁:焊前需彻底去除油污、氧化物(镍易受硫、铅污染导致裂纹)。
热输入控制:低热输入避免熔池过热(尤其薄板)。
匹配填充金属:焊接镍201时建议选用 ERNi-1,焊接镍200可选 ERNi-0(碳含量更低)。
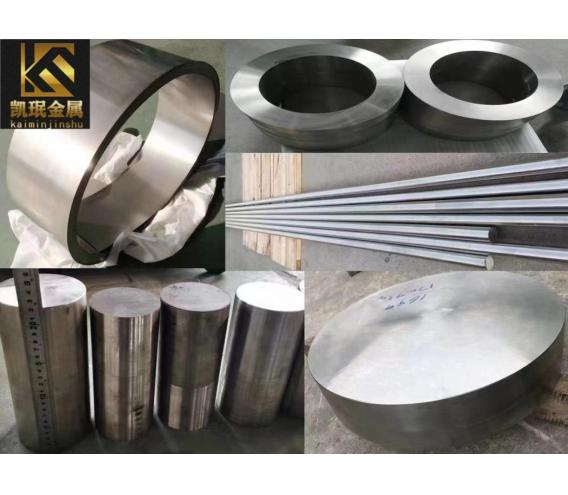
规格参数
行业分类:
冶金矿产/有色金属合金/镍合金
产品类别:
纯镍合金
品 牌:
上海凯珉
规格型号:
齐全
库 存:
生 产 商:
上海凯珉
产 地:
中国上海市松江区

快速创建集企业介绍、产品服务、直播等一体的个性旺铺

升级成企业号帮助企业搭建社交移动互联网智能营销平台

自助开通商城,将智能营销平台、直播系统流量转化成交
