
价格:
行业分类:仪器仪表/实验仪器装置/培养箱
产品类别:福意联恒温箱
品 牌:
规格型号:
库 存:
生 产 商:
产 地:中国北京市平谷区
 100L药品保存箱商介绍:
北京福意联(FU.YI.LIAN)公司不仅为客户提供高的产品和优良的,我们还为终端客户提供医疗及实验室整体解决方案。务求不断地为客户提供完善的产品线和,来提高医疗诊断和治疗的速度及,提高实验室,为客户创造大的。同时,与各地多家企业建立了合作伙伴关系。我们的客户遍及各个地区。福意联(FU.YI.LIAN)产品全部拥有,外广泛认可,,,“企业”!
100L药品保存箱商介绍:
北京福意联(FU.YI.LIAN)公司不仅为客户提供高的产品和优良的,我们还为终端客户提供医疗及实验室整体解决方案。务求不断地为客户提供完善的产品线和,来提高医疗诊断和治疗的速度及,提高实验室,为客户创造大的。同时,与各地多家企业建立了合作伙伴关系。我们的客户遍及各个地区。福意联(FU.YI.LIAN)产品全部拥有,外广泛认可,,,“企业”!
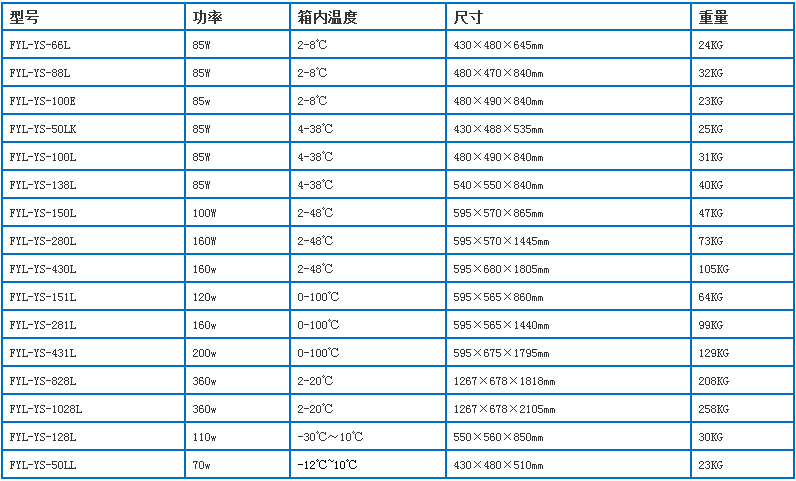
 100L药品保存箱参数:
100L药品保存箱参数:

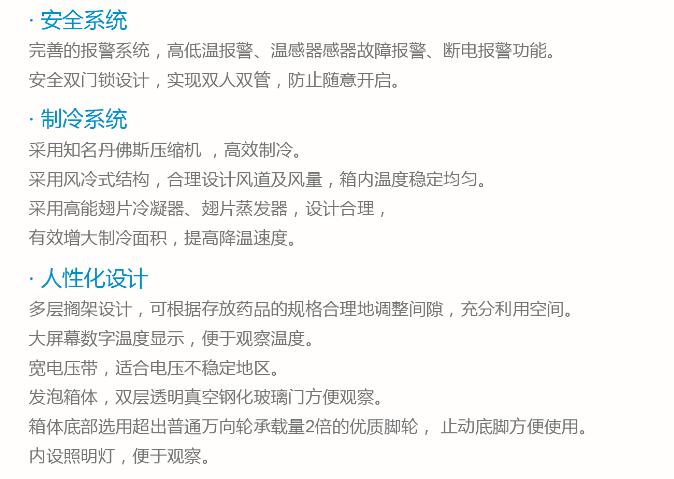
 100L药品保存箱特点介绍:
1.采用微电脑温度湿度控制器,控温控湿优良可靠。
100L药品保存箱特点介绍:
1.采用微电脑温度湿度控制器,控温控湿优良可靠。 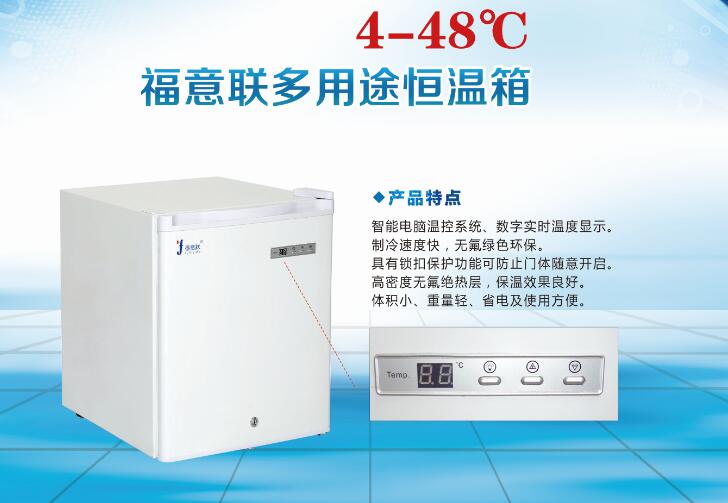
 100L药品保存箱:
我公司的产品从设计、、检测到产品包装,运输及各环节,产量严格按照、行标和企标要求进行出厂检验,不合格产品决不出厂。不定期邀请有关来公司监督、指导工作,严把关。
1. 原料 为确保原材料,我公司均在严格的合格供方。进厂原材料经检验合格后方能入库,确保入库合格率达到。各主要材料优先和定点企业优良产品,实行层层把关检测审核制度。
2. 为确保产量,对各环节严格进行控制,工装过程中实行跟踪卡制度,当产量出现问题时可追溯班组和个人,并及时采取纠正和预防措施,使进入下一道产品合格率达。目前,我公司已引进设备和工艺,为确保优良的产品打下了坚实基础。
3. 检验 公司对产品的检验进行严格控制,确保未经检验的产品不投入使用和出厂。由质检部的人员,对产品过程中的工序及成品严格按照产品的条款,设计图纸和有关标准及规格进行检验,检验合格后出具相应的检验报告及有关记录。
4. 不合格品的控制 不合格品的控制我公司实行三检制度(自检、互检、检),以防止不合格。采取有效的纠正和预防措施,优良实际和潜在的不合格因素,防止类似问题发生。
5. 包装与运输 对产品成型过程中影响的搬运、包装和交付各环节进行控制,以防产品损坏,在产品终验收合格后根据签合同的运输方式及有关要求,对产品进行包装和防护,确保完好无损地将产品运输到目的地。
100L药品保存箱:
我公司的产品从设计、、检测到产品包装,运输及各环节,产量严格按照、行标和企标要求进行出厂检验,不合格产品决不出厂。不定期邀请有关来公司监督、指导工作,严把关。
1. 原料 为确保原材料,我公司均在严格的合格供方。进厂原材料经检验合格后方能入库,确保入库合格率达到。各主要材料优先和定点企业优良产品,实行层层把关检测审核制度。
2. 为确保产量,对各环节严格进行控制,工装过程中实行跟踪卡制度,当产量出现问题时可追溯班组和个人,并及时采取纠正和预防措施,使进入下一道产品合格率达。目前,我公司已引进设备和工艺,为确保优良的产品打下了坚实基础。
3. 检验 公司对产品的检验进行严格控制,确保未经检验的产品不投入使用和出厂。由质检部的人员,对产品过程中的工序及成品严格按照产品的条款,设计图纸和有关标准及规格进行检验,检验合格后出具相应的检验报告及有关记录。
4. 不合格品的控制 不合格品的控制我公司实行三检制度(自检、互检、检),以防止不合格。采取有效的纠正和预防措施,优良实际和潜在的不合格因素,防止类似问题发生。
5. 包装与运输 对产品成型过程中影响的搬运、包装和交付各环节进行控制,以防产品损坏,在产品终验收合格后根据签合同的运输方式及有关要求,对产品进行包装和防护,确保完好无损地将产品运输到目的地。
 100L药品保存箱
100L药品保存箱
规格参数
行业分类:
仪器仪表/实验仪器装置/培养箱
产品类别:
福意联恒温箱
品 牌:
规格型号:
库 存:
生 产 商:
产 地:
中国北京市平谷区

快速创建集企业介绍、产品服务、直播等一体的个性旺铺

升级成企业号帮助企业搭建社交移动互联网智能营销平台

自助开通商城,将智能营销平台、直播系统流量转化成交
