

价格:
行业分类:仪器仪表/量具/其他量具
产品类别:
品 牌:焊接平台
规格型号:200*300-2000*3000
库 存:656
生 产 商:河北威岳
产 地:中国河北省沧州市
浇注方面防止热裂的主要措施是采用高温出炉、低温浇注,浇注速度先快后慢的原则。但考虑到降低浇注温度,对于薄壁件易产生冷隔、浇不足等缺点,所以根据铸件结构特点,应分别按以下方法生产为好。
1、在浇注薄壁与杆状(扳手、连接杆、钳子)铸件时,钢水的浇注温度控制在1540C左右,型壳的温度大于650C,即要求红壳浇注。
2、对于壁厚大于20毫米的铸件,钢水的浇注温度选择在1530C左右,型壳的温度在400C以下,甚至可冷壳浇注。这样有利于铸件在热裂危险期的结壳强度提高。
3、当遇到壁厚不均匀的铸件,钢水的浇注温度取1540C .型壳的温 度在400-500C左右,但严格执行先快后慢的浇注方法。铸件浇注后待钢液凝固后,应将壁厚部分的型壳先,让这部分先冷,以达到铸件收缩均匀之目的。以上是针对容易产生热裂的碳钢铸件采取的措施,不锈钢铸件可参照进行,但浇注温度需适当提高30-60C左右。
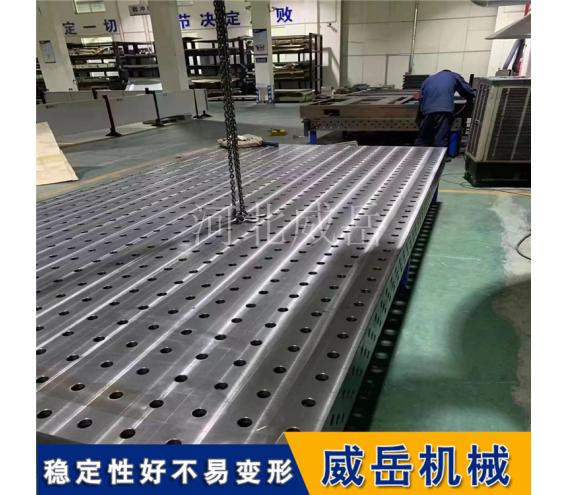
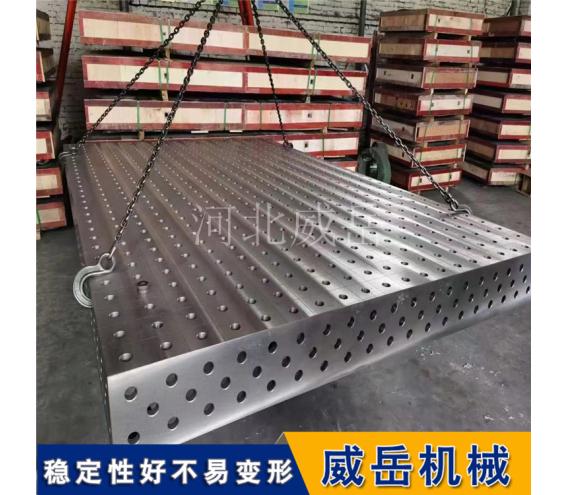
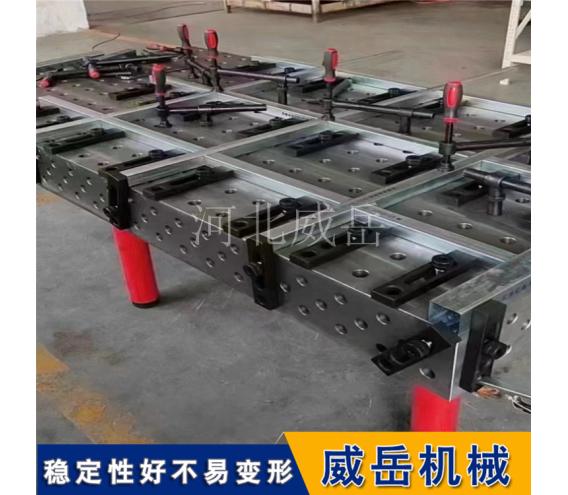
三维柔性焊接铸件平台,材质采用HT300铸造,工艺采用龙门数控加工中加工,了加工精度,工作面及四周打直径28的孔,孔间距100*100,孔与孔之间有刻线。此产品有标准规格,也需要定做,可定做非标产品(订购前请联系客服,咨询详情)。三维焊接平台采纳HT300材质比传统的焊接平台的硬度、密度都要高,并且三维焊接平台上面的孔及边角都是采纳一次成型,精度也要。三维柔性焊接平台的使用要求和精度介绍:一般0级的三维柔性焊接平台每边为25mm平方的范围你不能少于25个点。三维柔性焊接工装平台的包装一般会采用铁板包装和木制包装两种形式。须采用相应标准的保护措施进行包装。三维柔性焊接工装平台用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔三维柔性焊接工装平台用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物。在使用三维柔性焊接工装平台时对平板的精度要求是很严格的,所以需要对三维柔性焊接工装平台进行重要的保养工作。
三维柔性焊接平台的产品总是能够得到用户的赏识。为了更好的帮助企业得到发展,维焊接平台的生产厂家也不断地
汲取各种生产中的经验。优化的服务公司总是能够给用户带来更多的效果。想要在未来的市场中发展的更好,就需要从日常生活中的点滴做起。维焊接平台的服务项目和内容上看不论是从先进性还是从产品的性能上看,优的产品总是能够给人们留下深刻的印象
规格参数
行业分类:
仪器仪表/量具/其他量具
产品类别:
品 牌:
焊接平台
规格型号:
200*300-2000*3000
库 存:
656
生 产 商:
河北威岳
产 地:
中国河北省沧州市

快速创建集企业介绍、产品服务、直播等一体的个性旺铺

升级成企业号帮助企业搭建社交移动互联网智能营销平台

自助开通商城,将智能营销平台、直播系统流量转化成交
